您现在的位置是:首页 > 变频技术 > 变频技术
变频器在检测传感装置中的应用
![]() 来源:艾特贸易2018-04-11
来源:艾特贸易2018-04-11
简介生产线一般由多个驱动环节组成,每个驱动环节有一台或多台电动机。因为生产线工作时的连续性,要求众多的驱动环节在运行时的速度或同速、或按比例运行、或根据现场情况随机调
生产线一般由多个驱动环节组成,每个驱动环节有一台或多台电动机。因为生产线工作时的连续性,要求众多的驱动环节在运行时的速度或同速、或按比例运行、或根据现场情况随机调整。在采用变频器控制时,为各个驱动环节的调速控制提供了方便。变频器根据速度传感器的取样信号,可方便地进行速度控制。
卷取机械是带材和线材生产不可缺少的设备,如塑料带的卷取,造纸厂纸张的卷取,冶金厂的薄板卷取、带铜卷取等。在卷取过程中,为了使产品合格,要给卷材上加一定的张力,张力的大小关系到产品的质量。同时,卷取工序与前道工序之间有着密切的联系,如与前道工序速度要同步、稳定、调速精度要高等。
大家知道,变频器通过改变控制电压或控制电流可以方便地进行调速,这就要求生产线上对速度的要求通过一定的传感装置转换为电信号,使变频器按照生产线上对速度的要求进行调整。在线材和带材的生产过程中,速度往往和张力联系在一起,而张力和速度成比例关系。在很多场合,需要控制线材、带材的张力为一确定值,以保证产品的合格率。因此将线材、带材的张力转化为变频器的速度信号,用控制速度的方法来达到控制张力的目的。
(1)用变频器转矩电流控制张力
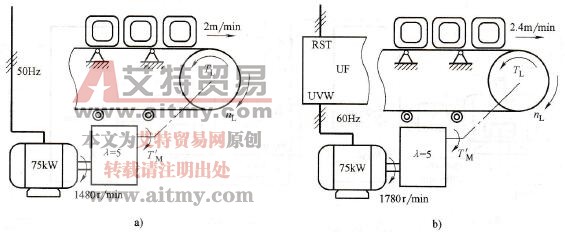
图6-30为以转矩电流作为控制信号的张力控制系统示意图。如图所示,用滚筒2移动加工物,在滚筒1上施加与旋转方向相反的转矩,使两组滚筒间的加工物具有张力,该张力与滚筒1电动机的制动转矩大小成比例。因此,变频器2可以选用通用变频器调速;而变频器1则必须选用具有转矩控制功能的矢量控制变频器。图中所用传感器为电流传感器,它将电动机的定子电流(定子电流和电动机的转矩成正比)转化为4~ 20mA的控制信号,加在变频器的反馈输入端,控制变频器输出转矩的稳定,达到控制带材张力稳定的目的。

图6-30 根据转矩电流控制信号的张力控制系统示意图
应用本方案必须注意到当被加工物突然断裂时,滚筒1卸载将反向加速,有超速的危险,所以必须使用有速度限制功能的变频器(设置变频器的上限频率)。另外,在进行维修和加工物准备作业时,要求传送带在较低速度运行,故变频器1应设置有低速点动功能。
(2)采用调节辊控制张力
图6-31a为调节辊装置的示意图。调节辊利用弹簧、气压、重锤等在一定方向上施加一定大小的力,不管其位置是否变动始终使加工物保持一定的张力。使用调节辊时,张力与变频器的控制没有直接关系,其大小为F的一半。调节辊的张力控制功能只限于在其允许的行程以内。

图6-31 调节辊控制张力的示意图
a)调节辊装置示意图b)调节辊张力控制示意图
图6-31b所示为利用调节辊进行张力控制的实例。安装在调节辊上的同步信号机,将偏离中心位置的位移量变为电信号并取出,作为补偿信号加到变频器1上作为频率指令,当调节辊向上偏移时,此信号的极性应使滚筒1的速度下降;反之向下偏移时应使速度上升。这样,调节辊被控制在行程的中心位置。这种控制方式的优点在于振动误差可以在机械侧被吸收,所以用简单的U/f控制通用变频器即可构成控制系统。
(3)张力检测器控制张力
对于高精度张力控制或用调节辊控制失调时对产品质量影响很大的场合,可采用张力检测器的反馈控制。张力检测器有差动变压器式和测力传感器式等类别。
图6-32a是应用示意图,图6-32b是张力检测器的原理图。张力检测器又称为差动变压器式压力传感器,当压力作用在传感器的顶端时,使传感器的弹性元件产生形变,从而导致衔铁相对线圈移动使线圈中电感发生变化,导致线圈中电流变化。电流通过转换电路,转换为0~10V电压或4~20mA电流,作为传感器的输出量。输出量和传感器所受压力成正比。图中F′是作用在线材或带材上的张力,F是张力的合力,作用在张力检测器上。

图6-32 张力检测器测量图
a)应用示意图b)张力检测器原理图
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)