您现在的位置是:首页 > PLC技术 > PLC技术
FX系列PLC在机械加工中的应用
![]() 来源:艾特贸易2018-04-28
来源:艾特贸易2018-04-28
简介图 6-16 所示为一机械手的动作示意图。该机械手可以上下、左右动作。机械手的上下、左右运动分别由双线圈双位电磁阀驱动气缸来控制,一旦某个方向的电磁阀得电,机械手就一直保
图6-16所示为一机械手的动作示意图。该机械手可以上下、左右动作。机械手的上下、左右运动分别由双线圈双位电磁阀驱动气缸来控制,一旦某个方向的电磁阀得电,机械手就一直保持当前状态,直到另一个电磁阀得电后,才终止机械手的动作。机械手的夹紧与放松动作是由一个单线圈两位电磁阀驱动气缸来实现的,要求控制夹紧和放松动作的时间,线圈得电时机械手夹紧,断电时机械手放松。机械手运动示意图如图6-17所示。

图6-16 机械手的动作示意图

图6-17 机械手运动示意图
一、机械手的控制要求
1.初始位置
机械手停在初始位置上,其上限位开关和左限位开关闭合。
2.启动状态
●机械手由初始位置开始向下运动,直到下限位开关闭合为止;
●机械手夹紧工件,时间为1s;
●夹紧工件后向上运动,直到上限位开关闭合为止;
●再向右运动,直到右限位开关闭合为止;
●再向下运动,直到下限位开关闭合为止;
●机械手将工件放到工作台上,其放松的时间为1s;
●再向上运动,直到上限位开关闭合为止;
●再向左运动,直到左限位开关闭合,一个工作周期结束;
●机械手返回到初始状态。
3.停止状态
按下停止按钮后,机械手要将一个工作周期的动作完成后,才返回到初始位置。
4.机械手动作操作方式
要求机械手有4种操作方式:点动工作方式、单步工作方式、单周期工作方式和连续(自动)工作方式。
5.型号选择
采用FX系列PLC实现控制。
二、PLC控制设计
1.I/O地址分配
根据机械手要完成的动作及4种工作方式,设定输入输出控制信号,其I/O地址分配如下:
输入信号 输出信号
下限位X1 手动X20 下降Y0
上限位X2 回原点X21 夹紧/放松Y1
右限位X3 单步方式X22 上升Y2
左限位X4 单周期运行X23 右移Y3
连续运行X24 左移Y4
回原点启动X25
启动X26
停止X27
2.机械手的操作方式
机械手工作方式的PLC操作面板如图6-18所示。操作面板上设置的开关可以实现机械手的各种工作方式的切换。

图6-18 操作面板
(1)手动工作方式(X20) 首先将工作方式选择开关置于手动位置即X20=ON,再通过操作面板上的各个按钮(X5、X10、X12、X7、X6和X11)控制机械手完成其相应的动作,即机械手的上升和下降、夹紧和放松、左移和右移。
(2)单步工作方式(X22) 按动一次启动按钮X26,机械手前进一个工步。
(3)单周期工作方式(X23) 机械手在原点时,按下启动按钮X26,机械手自动运行一遍后再返回原点停止。
(4)连续工作方式 即自动工作方式,机械手在原点时,按下启动按钮X26,机械手可以连续反复的运行。若中途按动停止按钮X27,机械手只能运行到原点后停止。
(5)回原点 按下此按钮(X21=ON)。机械手自动回到原点。
面板上设置的另一组启动按钮和急停按钮无PLC的I/O编号,说明它们不进入PLC的内部,与PLC运行程序无关。这两个按钮是用来接通或断开PLC外部负载的电源。
三、机械手控制系统的程序设计
1.初始状态设定
利用功能指令FNC60(IST)自动设定与各个运行方式相应的初始状态。系统的初始化梯形图如图6-19所示。图中,X20是输入的首元件编号;S20是自动方式的最小状态器编号;S27是自动方式的最大状态器编号。当功能指令IST满足执行条件时,下面的初始状态器及相应的特殊辅助继电器自动被指定如下功能:

图6-19 初始化梯形图
●S0手动操作初始状态;
●S1回原点初始状态;
●S2自动操作初始状态;
●M8048禁止转移;
●M8041开始转移;
●M8042启动脉冲;
●M8047 STL监控有效。
2.初始化程序
一个控制程序必须有初始化功能。程序的初始化功能就是自动设定控制程序的初始化参数,机械手控制系统的初始化程序是设定初始状态和原点位置条件。图6-19中的特殊辅助继电器M8044作为原点位置条件用,M8044为FX系列PLC的原点条件继电器。当原点位置条件满足时M8044接通,用M8044=ON作为执行自动程序的进入条件(图6-22)。其他初始状态是由IST指令自动设定。需要指出的是:初始化程序是在开始执行程序时执行一次,其结果存在寄存器中,这些状态在程序执行过程中大部分都不再变化,但S2的状态例外,它随着程序的执行而变化。
3.手动工作方式的程序
手动工作方式的梯形图如图6-20所示。S0为手动方式时的初始状态。机械手在手动工作方式下,按下X12,Y1被置位实现夹紧动作,按下X7,Y1被复位实现放松动作。同理上升、下降、左移和右移是由相应的按钮来控制的。在上升、下降和左移、右移的控制作用中加入互锁作用。上限位开关X2为左、右动作的进入条件,即机械手必须处于最上端位置时才能进行左、右动作。

图6-20 手动方式梯形图
4.回原点方式
回原点方式功能图如图6-21所示。图中S1是回原点的初始状态,由初始化程序使S1置位,按下原点按钮X25= ON,状态转移到S10,Y1复位,机械手放松;1Y0复位,机械停止下降;Y2得电,机械手上升直至上限位开关X2闭合,状态转移到S11;Y3复位,停止机械手的右移,Y4得电,机械手左移,直至左限位开关X4闭合,状态转移到S12;M8043置位,同时S21复位,使机械手的Y1(夹紧),失电复位(参见机械手自动方式功能图),此时机械手停在原位(最上端、最左端),Y1(夹紧)、Y2(放松)都复位,回原点结束。M8043是FX系列的回原点结束继电器。
5.自动工作方式
自动方式功能图如图6-22所示。图中S2是自动方式的初始状态,状态器S2和状态转移开始辅助继电器M8041及原点位置条件辅助继电器M8044的状态都是在初始化程序中设定的,在程序运行中不再改变。
当辅助继电器M8041、M8044闭合时,状态从S2向S20转移,S20置位,Y0得电,机械手下降;当下降运行到下限位,开关X1闭合时,状态转移到S21(S20自动复位,Y0失电),Y1得电,机械手夹紧工件,同时定时器T0开始计时;当1s时间到,T0触点闭合,状态转移到S22,Y2得电,机械手上升;一直到上限位,开关闭合。X2时,状态转移到S23,Y3得电,机械手右移;一直到右限位,开关X3闭合时,转移到S24,Y0得电,机械手下降,直到下限位,开关X1又闭合时,状态转移到S25,使得Y1复位,机械手松开工件,同时启动定时器T1,经过1s延时时间后,状态转移到 S26,Y2得电,机械手上升;直到上限位开关S2闭合时,状态转移到S27,Y4得电,机械手左移
到左限位,开关X4闭合,返回到S2,又进入下一个周期的工作过程。

图6-21 回原点方式

图6-22 机械手自动方式功能图
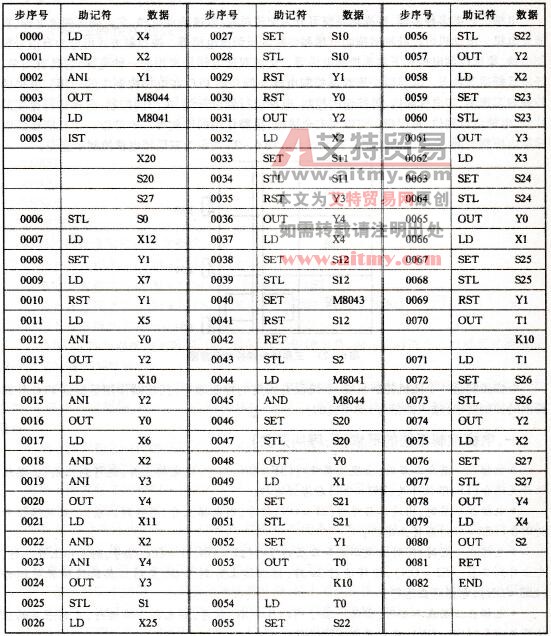
6.指令语句表
将上面设计的几部分梯形图汇总后,转换成与其相对应的指令语句,可以得到下面所示的机械手控制系统指令语句表。
(作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )
)

点击排行
 PLC编程的基本规则
PLC编程的基本规则