PLC技术
PLC技术
-
人机界面的液晶触摸屏概述
PLC技术在各种能完成人机对话功能的(界面)装置中,无疑触摸屏是其中的佼佼者。它的通用性较好,功能较全面,与人的亲和力极强。随着信息技术的高速发展,它很快地进入到我们的生活...
阅读更多 -
PLC系统中各部件所包含的信息
PLC技术控制系统中的各功能部件,其所以能组成一个有机的完整系统,能完成赋予它的特定工作,主要得益于它的各功能部件之间的信息交换能力。是信息化的具体体现。 这里“信息”具体是...
阅读更多 -
按照PLC系统管理的要求编制界面
PLC技术
我们一再强调过,不要将一项控制系统的设计,简单地等同于设计单纯控制用的硬件和软件。它只是其中的一个功能模块。 触摸屏在系统中功能定位是管理、调度和对外联络部门。管理...
阅读更多 -
西门子S7-200型PLC的字节、字右移位和左移位指令
PLC技术字节向右移位指令 SHR_B 与字节向左移位指令 SHL_B 将输入 (IN) 的无符号数字节中的各位向右或向左移动 N 位后,送给输出字节 (OUT) 。移位指令对移出位补 0 ,如果移动的位数 N ≥ 8 ,最...
阅读更多 -
触摸屏和控制器(GOT与PLC)的信息交换
PLC技术PLC 和 GOT 都是一台完全独立运行的微型计算机。它们按照各自的用户软件,独立地完成自己的工作。两者之间经过一条通信线路 ( 通常是 RS422) 联系在一起,使得它们得以共享所有的信...
阅读更多 -
西门子S7-200型PLC的整数与双整数加减法指令
PLC技术整数加法 ADD_I(Add Integer) 和整数减法 SUB_ I(Subtract Integer) 指令将两个 16 位整数相加或相减,结果为 16 位整数。...
阅读更多 -
西门子S7-200型PLC的字节、字循环右移位和循环左移位指令
PLC技术字节循环右移位指令 ROR_B 和字节循环左移位指令 ROL_B 将输入的字节 (IN) 的数值向右或向左循环移 N 位,并将结果装入输出字节 (OUT) 。移位次数 N 为字节变量,如果 N ≥ 8 ,执行循环之...
阅读更多 -
触摸屏和操作者的信息交流
PLC技术触摸屏和人之间也在不停地交换信息。触摸屏根据当前软件资源上的信息状态,所显示的图形、动作、数字、字符和提示语句,甚至还可能有声音,都是操作者可以接收到的信息。而操...
阅读更多 -
西门子S7-200型PLC的整数乘、除法指令
PLC技术整数乘法 MUL _I(Multiply Integer) 指令将两个 16 位整数相乘,产生一个 16 位乘积。整数除法 DIV _ I(Divide Integer) 指令将两个 16 位整数相除,产生一个 16 位的商,不保留余数。如果结果大于一...
阅读更多 -
西门子S7-200型PLC的移位寄存器指令
PLC技术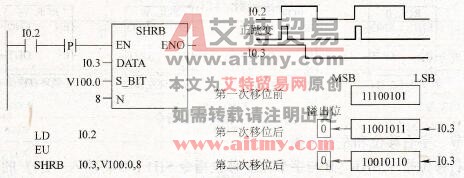
移位寄存器指令 SHR_ B 将 DATA 端输入的数值移入移位寄存器。 S_BIT 指定移位寄存器的最低位, N 指定移位寄存器的长度和移位方向,正向移位时 N 为正,反向移位时 N 为负,字节型变量...
阅读更多

点击排行
 PLC编程的基本规则
PLC编程的基本规则